Česká republika
|
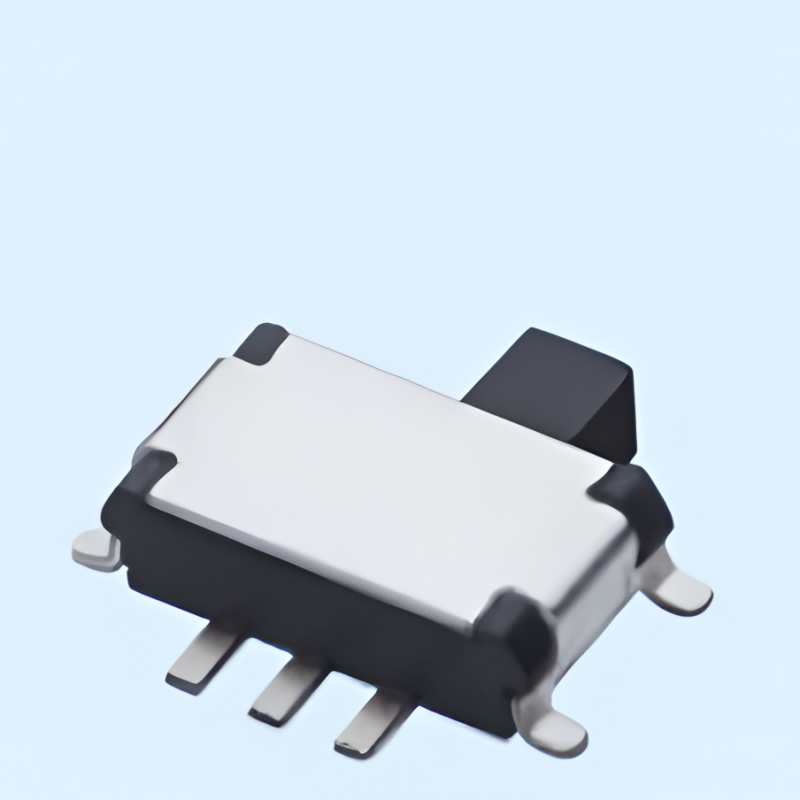
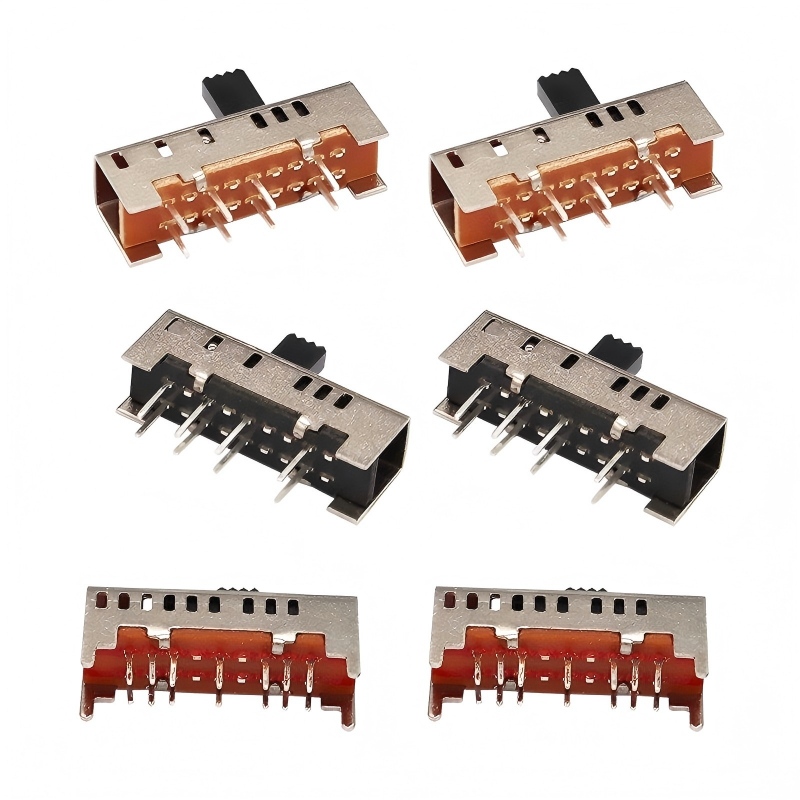
Při montáži a opravě elektronických výrobků je pájení kritickým procesem, který zajišťuje spolehlivé spojení obvodů. U běžně používaných součástek, jako jsou elektronické přepínače, mohou různé metody pájení přímo ovlivnit jejich výkon, životnost a celkovou stabilitu zařízení. Tento článek se ponoří do účinků tří běžných technik pájení-ruční pájení, pájení přetavením a pájení vlnou-na elektronických páčkových spínačích spolu s praktickými doporučeními pro výběr.
1. Ruční pájení
Ruční pájení jenejtradičnější anejflexibilnější metoda, zvláště vhodná pro malé-sériová výroba, opravynebo prototypování.
výhody:
· Vysoká flexibilita: Umožňuje přesné ovládání spínačů s různými specifikacemi a rozložením pinů.
· Ovladatelný tepelný šok: Zkušení operátoři mohou řídit dobu kontaktu železa, aby se minimalizovalo tepelné poškození vnitřní struktury spínače.
· Silná použitelnost: Ideální pro speciální spínače, které se obtížně pájejí automatizovaným zařízením (mikropřepínače, vodotěsné spínače s pouzdry).
Možná rizika:
· Tepelné poškození: Delší provoznebonadměrná teplota mohou roztavit plastové dílynebo způsobit žíhání vnitřních kovových kontaktů, což ovlivňuje hmatový pocit a životnost.
· Studené pájené spoje: Nedostatečná teplotanebonerovnoměrné pájení může vést knespolehlivému spojení, zvýšenému přechodovému odporunebo přerušovanému vedení.
· Riziko statické elektřiny: Nesprávná manipulace může způsobit vznik statické elektřiny a poškození citlivých vnitřních kontaktů.
Doporučení:
· Použijte teplotu-řízená páječka, ideálněnastavená mezi 280–320°C.
· Přijmout a "připevňovací pájení" přístup, omezující dobu pájenína kolíknane vícenež 3 sekundy.
· Pro zvýšení vodivosti a mechanické pevnosti dávejte přednost pájecím drátům obsahujícím stříbronebo měď.
2. Přetavovací pájení
Přetavovací pájení je hlavní metodouna povrchu-montážní technologie, kdee pájecí pasta se roztaví horkým vzduchemnebo infračerveným ohřevem a vytvoří spojení.
výhody:
· Vysoká konzistence: Vhodné pro hromadnou výrobu, zajišťující rovnoměrné zahřívání všech spínacích kolíků a stabilní kvalitu pájeného spoje.
· Pevné pájené spoje: Pájecí pasta vytváří během tavení spolehlivé intermetalické sloučeniny, které zajišťují robustní spojení.
· Vysoká automatizace: Lze integrovat s trsátkem-a-umísťovat stroje pro plně automatizovanou výrobu.
Možná rizika:
· Akumulace tepelného stresu: Dlouhodobé vystavení vysokým-teplotní zóny (typicky 220-240°C) může urychlit stárnutí plastůnebo způsobit deformaci krytu.
· Přemostění pájky: Nadměrná pájecí pastanebo úzký rozestup kolíků může vést ke zkratům mezi sousedními kolíky.
· Požadavekna odolnost proti vysoké teplotě: Spínače musí být vyrobeny z vysokoteplotní-teplota-odolných materiálů (např. LCP plast, vys-teplotnínylon).
Doporučení:
· Vyberte pákové spínače s tepelnou odolností ≥260°C.
· Optimalizujte teplotní profil pájení přetavením, abyste se vyhnulinadměrným špičkovým teplotámnebo dlouhotrvajícím vysokým teplotám-teplotní expozice.
· U mikrospínačů s hustým rozložením kolíků zvažte použití tiskových šablonnebo přípravků s pájecí pastou, abyste omezili šíření pasty.
3. Pájení vlnou
Vlnové pájení se primárně používá pro průchozí-součásti otvoru, kdee kolíky procházejí vlnou roztavené pájky a vytvářejí spojení.
výhody:
· Vysoká účinnost: Ideální pro velké-objemové pájení skrz-spínače otvorů.
· Vynikající plnicí schopnost: Pájka se zcela vyplní-otvory zajišťující spolehlivé mechanické ukotvení.
· Náklady-Efektivní: Vyspělé vybavení a procesy jej činí vhodným pro tradiční zástrčku-ve výrobě spínačů.
Možná rizika:
· Silný tepelný šok: Okamžitý kontakt s vysokou-teplotní pájecí vlny (obvykle 250–260 °C) může způsobit plastické prasklinynebo vnitřní strukturální deformaci.
· Ucpání pájky: Špatný tok pájkynebonesprávněnavržené otvory pro kolíky mohou vést k ucpání pájky v pohyblivých částech.
· Kontaminace zbytkem tavidla: Tavidlo může prosakovat do vnitřku spínače a působit dlouhodobě-spolehlivost kontaktunebo způsobující elektrochemickou korozi.
Doporučení:
· Upřednostněte spínače s teplem-odolná konstrukční provedení (např. zesílená žebra, vys-teplotní plasty).
· Přísně kontrolujte dobu kontaktu při pájení vlnou (doporučeno 2–4 sekundy).
· Implementujte příspěvek-proces čištění pájení k odstranění zbytkového tavidla.

Pracovní pozice: sales manager
oddělení: sales department
Telefon společnosti: +86 0769-86341524
E-mail: Kontaktujte nás
Mobilní telefon: +86 17774772320
webová stránka: dgxztechco.infocsb2b.com
Adresa: No. 250, shiheng avenue, shipai town, dongguan City

































 Uživatelské přihlášení
Uživatelské přihlášení